
工程案例Product Catalogues
聯系人:還咸慶
手機:13961984444
電話:0515-88581598
郵箱:2381798985@qq.com
地址: 鹽城市鹽瀆路順豐電商產業園1號樓9樓
公司新聞
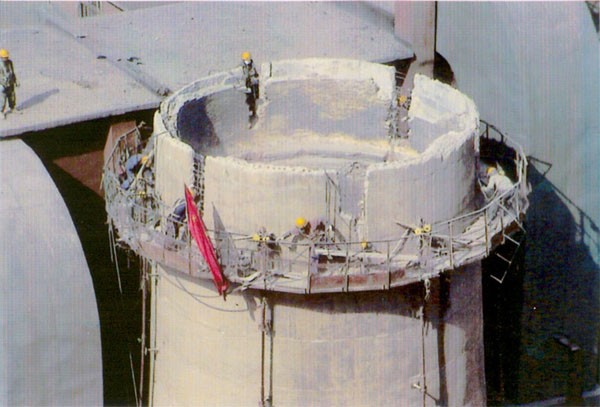
煙囪加固,煙囪打包箍施工方案
作者: 點擊:43487 發布時間:2020-12-28 12:01:00
章 編 制 說 明
1. 工程概況
煙囪高度為45米,煙囪結構為磚結構.煙囪頂口直徑為1.4米.由于煙囪在長期的復雜環境下運行.煙囪出現橫向和縱向裂縫.現根據貴單位的委托我公司根據有關技術規范和施工實踐編制本施工方案.
2. 編制依據
2.1xx 單位的要求
2、2《混凝土結構加固技術規范》(CECS25:90)
2、3《煙囪設計規范》(GBJ51-83)
2、3《煙囪結構設計規范》(GB10-89)
2、6《建筑結構荷載規范》(GBJ9-87)
2.7煙囪加固施工圖紙
第二章 主要施工方案及措施
一、煙囪總體施工方案
1、施工工藝:
1、裂縫修補肉眼觀察較為嚴重的裂縫,采用在裂縫處鑿20mm×20mm的槽,用膨脹水泥砂漿壓實抹平的方法進行處理。
2、囪身設環向箍與縱向鋼板的加固
對囪身+45.00m~+0.00m范圍內采用加環形鋼箍板與縱向鋼板的方法進行加固處理。在囪身最頂部(標高+45.m~+42.50m)范圍內,可見裂縫很少,據說是由于高空原因沒有對此高度范圍囪身進行檢測。根據原結構設計圖,此高度范圍段囪身有1道加強的圈梁,囪口壁厚加強為490mm,在1道圈梁中有1500mm高度范圍內壁厚為160mm。據此,我們估計這高度范圍內裂縫不會很嚴重,建議在施工時,有關技術人員上去認真觀察,再考慮是否對此高度范圍內的囪身進行加固。
在+43.50m~+00.00m范圍內加環形鋼箍板用6mm厚、寬600mm的扁鐵制作,環箍高度方向的間距1000mm,囪身在縱向設8道厚6mm、寬600mm的扁鐵進行加固。先用Φ10螺栓將縱向鋼板固定在煙囪筒壁,在安裝環向鋼箍板的位置用的水泥抹平,再安裝環形鋼箍板,鋼箍板用M18螺栓必須擰緊,使環形鋼箍板和筒壁緊貼,環向鋼箍板與筒壁之間的空隙用膨脹水泥填充,最后焊接環形鋼箍板的接頭以及縱、環鋼板交接的位置。
4、施工順序
一.煙囪筒裂縫的處理――裂縫修補――安裝縱、環向鋼板
二、施工分項施工方法
1、施工準備
a)為了更好地完成工程的施工任務,避免施工過程中由于技術準備不充分而影響施工的正常進展現象出現,要切實組織好技術人員做好充分的技術準備工作,在認真,全面,細致了解施工文件和技術規范.
根據工器具使用計劃,各施工組對本施工隊需要的工器具進行核對、檢查.修復或購置,于3日前完成,保證正常施工.
B)材料控制
本工程使用鋼板打包箍,嚴格控制材料的質量,特別是鋼材水泥。
c)水泥
立窯水泥。提供合格證和檢測報告。
d)砂石
控制石子、砂子的含量,其指標必須符合規范要求。
e)鋼材質量提供合格證
2、煙囪筒身裂縫部分的處理
a)本工程采用座式登高板的施工方法.
b)施工方法是局部酥裂縫部位松用小錘敲擊,并擴大范圍。并將其敲開的混凝土用專工具通過垂直運輸工具到地面。
c)質量控制 用小錘敲擊煙囪表面,裂縫部位施工人員按煙囪的部位檢查,每人每個部位檢查兩次。
3、裂縫修補
a)此項工程用座式施工方法,用水泥砂漿抹平.
b)施工方法是用人工方法鑿開裂縫。達到設計要求。并將其敲開的碎磚用專工具通過垂直運輸工具到地面。
c)質量控制 施工人員看煙囪的表面裂縫。施工人員按煙囪的部位檢查,每人每個部位檢查兩次。
d)檢查完畢用水清洗,用水泥砂漿補平。
3、安裝縱、環向鋼板
a)首先測定根據煙囪的周長,并記錄。煙囪的包箍在地面先做好。并涂刷防腐材料。
b) 安裝縱、環向鋼板使用施工。
c)先安裝縱向鋼板,并用膨脹螺絲固定在煙囪上,然后再安裝施工平臺橫向鋼箍。并電焊。
d)質量控制 煙囪的包箍按圖紙的要求。
f)包箍橫縱向之間的連接處焊接完,并刷防腐材料。
第三章主要分部分項工程施工方法
一、主要施工方法
1.本工程主要采用座式登高板的方法施工,即施工人員在煙囪頂口部位用Φ10的鋼絲繩圍繞頂口一圈,并用Φ8的鋼絲夾頭夾牢.在鋼絲繩上用1噸的滑輪,滑輪上系Φ18的耐高溫繩.施工人員便用耐高溫的繩使用座式登高板即可以作業.同時在煙囪鋼絲繩上系一根安全繩作為施工人員的保險繩.
2.材料的供應
施工時扁鋼需要從地面垂直運輸到高度45的位置,在煙囪頂口的鋼絲繩上安裝兩個1噸的滑輪,用Φ12的棕繩提升材料.
二、扁鋼材料的焊接
2.1 扁鋼必須具有出廠合格證或質量證明書。材質合格證應包括鋼號、規格、化學成分、力學性能、供貨狀態及材料標準號。
2.2 扁鋼的表面應無裂紋、縮孔、折疊、重皮等缺陷。若表面存在局部銹蝕凹陷時,必須保證最小壁厚。
2.3 焊材的選用、保管和使用
2.3.1 焊材的選用
焊條選用E-43。
2.3.2焊材的保管及使用
2.3.2.1 工程所用焊材必須妥善保管,存放室內應有防潮設施并保持干燥,以防發霉。室內的溫度應大于5℃,相對濕度應小于60%。
2.3.2.2 存放于室內的焊材必須按型號、規格、批號做好明顯標志,分門別類碼放整齊。
2.3.2.3 已經受潮藥皮變色或長白斑、焊芯銹蝕的焊條不準使用。
3 焊接施工程序
審查熟悉圖紙及設計 材料檢驗與管理 坡口準備與組對
焊接
4 焊接環境
4.1 當焊件溫度低于0℃時,所有鋼材的施焊焊縫應在始焊處100mm范圍內預熱15℃以上。
4.2 焊接環境出現如下情況時必須采用柵布遮擋措施,否則禁止施焊。
① 風速大于10m/s
② 相對濕度大于90%
③ 雨、雪天氣
5 焊前準備
5.1 參加焊接的焊工必須持有勞動部門頒發的焊工合格證,施焊前,焊工必須認真閱讀焊接施工措施和焊接作業指導書。
5.2 焊接確認。由項目部檢查。
5.3 焊件下料與坡口加工
5.3.1 本工程所采用的扁鋼,宜采用機械加工。但應用砂輪機除去坡口表面的氧化物、熔渣及飛濺物,直至露出金屬光澤,并將不平處修理平整。
5.3.2 扁鋼組對前應先吹干凈,然后用砂輪機將坡口表面及附近10-20mm范圍內的油漆、污垢、銹皮清理干凈。
5.3.3 坡口的具體加工型式按施工圖紙執行,若圖中無規定,可按下圖加工。
5.4 焊口組對
5.4.1 扁鋼與扁鋼組對時,內壁應平齊,內壁錯邊量不應超過管壁厚度的10%,且不大于2mm。
5.4.2 焊口的局部間隙過大時,應設法修整到規定的尺寸,嚴禁在間隙內加填賽物。
5.4.3嚴禁強力組對焊口,更不允許用火焰烤等熱膨脹法對口
5.4.4 定位焊的焊接工藝與正式焊的焊接工藝相同,定位焊縫應分布均勻,保證焊透,無焊瘤,熔合良好,無焊接缺陷。
6. 焊接工藝措施
6.1 焊前需要預熱時必須按規定進行預熱。
6.2 焊前必須認真調節好電流。
6.3 扁鋼正式焊接時,決不允許在母材表面試驗電流,引弧時應在坡口內。
6.4各層焊縫接頭應錯開20mm以上,不允許接頭重疊。
6.6 認真做好管道焊接工作紀錄。
6.7 當焊縫不合格時,應及時返修,返修工藝和正式工藝相同。同一部位的返修不宜超過三次。
7. 焊縫檢測
7.1焊縫外觀檢測
7.1.1 焊縫與母材應圓滑過渡,焊縫表面不得有裂紋、未熔合、夾渣和氣孔。
7.1.2 焊縫余高0~1+0.1δ且更大為3mm,焊縫寬度比坡口增寬≤4mm(每側增寬≤2mm)。
7.1.3 焊縫咬邊深度≤0.5mm,焊縫兩側咬邊總長度不大于焊縫全長的20%且≤40mm。
7.1.4 外觀不合格的焊縫必須返修合格,否則不許進行其他項目的檢測。
8. 質量保證措施
8.1 嚴格按圖紙、方案和焊接工藝指導書施工。
8.2 充分發揮質保體系的作用,確保質保體系的正常運行。
8.3嚴禁使用無產品合格證和材質證明書的焊接材料。當對材料有懷疑時,應進行化驗,以確定是否可用。
8.4 加強質量教育,強化職工質量意識。
8.5 嚴禁無證人員上崗施焊。
9. 安全生產保證措施
9.1 進入施工現場的人員必須穿戴好勞保用品。
9.2 加強用電管理,送、拉焊機電源閘刀應戴手套、側身。
9.3 焊機帶電的裸露部分和轉動部分必須有安全罩。
9.4 高空作業應佩戴好安全帶,所使用的工具、用料必須放穩,以免墜下,更不能向上或向下仍物件。
三.除銹、施涂
1.本工程采用機械除銹。除銹采用專用除銹設備,進行磨光機除銹可以提高鋼材的疲勞強度和抗腐能力。對鋼材表面硬度也有不同程度的提高。除銹等級st2.5.有利于漆膜的附和不需增加外加的涂層厚度。除銹使用的磨料必須符合質量標準和工藝要求,施工環境相對濕度不應大于85%。 經除銹后的鋼材表面,用毛刷等工具清掃干凈,才能進行下道工序,除銹合格后的鋼材表面,如在涂底漆前已返銹,需重新除銹。
2.施涂:
施涂部分采用紅丹防銹漆一遍,調和漆兩遍
鋼材除銹經檢查合格后,在表面涂完道底漆,一般在除銹完成后,存放在廠房內,可在24小時內涂完底漆。存放在廠房外,則應在當班漆完底漆。油漆應按設計要求配套使用,遍底漆干燥后并保證涂層厚變達到設計要求。油漆在涂刷過程中應均勻,不流墜。
(1)施工準備
①根據設計圖紙要求,選用油漆。
②準備除銹機械,涂刷工具。
③涂裝前鋼結構、構件已檢查驗收,并符合設計要求。
④防腐涂裝作業在公司油漆廠區進行,油漆廠區具有防火和通風措施,可防止發生火災和人員中毒事故。
(2)工藝流程
基面清理 →涂裝
(3)涂裝施工
① 基面清理:
a.鋼結構工程在涂裝前先檢查鋼結構制作,安裝是否驗收合格.刷前將需涂裝部位的鐵銹、焊縫藥皮、焊接飛濺物、油污、塵土等雜物清理干凈。
b.為保證涂裝質量,采用機械除銹機進行機械除銹。
○2涂裝:
a.調合油漆,控制油漆的粘度、稠度、稀度、兌制時充分的攪拌,使油漆
色澤、粘度均勻一致。
b.刷層油漆時涂刷方向應該一致,接搓整齊。
c.待遍干燥后,再刷第二遍,第二遍涂刷方向與遍涂刷方向垂直,這樣會使漆膜厚度均勻一致。
(4)涂層檢查與驗收
①表面涂裝施工時和施工后,對涂裝過的工件進行保護,防止飛揚塵土和其他雜物。
②涂裝后處理檢查,應該是涂層顏色一致,色澤鮮明,光亮,不起皺皮,不起疙瘩。
(5)成品保護
①鋼構件涂裝后加以臨時圍護隔度,防止踏踩,損傷涂層。
②鋼構件涂裝后,在4小時之內遇有大風或下雨時,則加以覆蓋,防止粘染塵土和水氣,影響涂層的附著力。
○3涂裝后的構件需要運輸時,要注意防止磕碰,防止在地面拖拉,防止涂層損壞。
○4涂裝后的鋼構件勿接觸酸類液體,防止咬傷涂層。
(1)施工準備
①根據設計圖紙要求,選用油漆。
②準備除銹機械,涂刷工具。
③涂裝前鋼結構、構件已檢查驗收,并符合設計要求。
④防腐涂裝作業在公司油漆廠區進行,油漆廠區具有防火和通風措施,可防止發生火災和人員中毒事故。
(2)工藝流程
基面清理 →涂裝
(3)涂裝施工
① 基面清理:
a.鋼結構工程在涂裝前先檢查鋼結構制作,安裝是否驗收合格.刷前將需涂裝部位的鐵銹、焊縫藥皮、焊接飛濺物、油污、塵土等雜物清理干凈。
b.為保證涂裝質量,采用機械除銹機進行機械除銹。
○2涂裝:
a.調合油漆,控制油漆的粘度、稠度、稀度、兌制時充分的攪拌,使油漆
色澤、粘度均勻一致。
b.刷層油漆時涂刷方向應該一致,接搓整齊。
c.待遍干燥后,再刷第二遍,第二遍涂刷方向與遍涂刷方向垂直,這樣會使漆膜厚度均勻一致。
(4)涂層檢查與驗收
①表面涂裝施工時和施工后,對涂裝過的工件進行保護,防止飛揚塵土和其他雜物。
②涂裝后處理檢查,應該是涂層顏色一致,色澤鮮明,光亮,不起皺皮,不起疙瘩。
(5)成品保護
①鋼構件涂裝后加以臨時圍護隔度,防止踏踩,損傷涂層。
②鋼構件涂裝后,在4小時之內遇有大風或下雨時,則加以覆蓋,防止粘染塵土和水氣,影響涂層的附著力。
○3涂裝后的構件需要運輸時,要注意防止磕碰,防止在地面拖拉,防止涂層損壞。
○4涂裝后的鋼構件勿接觸酸類液體,防止咬傷涂層。
第四章 工程質量保證體系
1、建立質量管理體系,各施工組設立質量管理小組,形成自上而下的質量管理網絡。通過質量管理網絡協調、有效的運轉,確保所涉及的質量因素始終處于受控狀態。
2、執行“三嚴”和掛排施工,“三嚴”即嚴密組織、嚴格要求、嚴細作風、工程質量與經濟責任掛鉤,實行優質優價.
3、通過制定嚴格的管理制度狠抓工序質量,預防質量通病,堅決杜絕重大質量事故,減少一般質量事故,消滅設備損壞事故
按公司的質量體系的要求,確保工程技術資料、施工記錄齊全、真實、及時,達到規范化、標準化.
4、加強職工技術培,確保特殊工種作業人員持證上崗,做好職工質量教育工作,提高全員質量意識,做到全員為公司的質量目標的實現努力工作.做好質量回訪工作.根據工程進度情況,總結質量管理經驗、教訓.廣泛征求業主的意見,向業主提供更佳的服務.
5、建立健全質量管理制度
a)技術安全交底:由專業技術人員和專職安全員分別進行技術安全交底,各分項的設計要求(包括幾何尺寸)滿足要求的施工方法、驗收標準等,各施工部位的安全操作規程等要求,逐項落實到專人負責。
b)要按班交接:前一班將施工情況需要注意事項向下一班交待清楚(特別是安全方面),并作記錄。
c)質量安全檢查制度:質檢、交接檢、定期不定期檢查并記錄,對存在問題要作書面處理方案,并對處理過程有記錄。
d)原材料把關制度:計量配比制度,進場原材料要二次試驗,鋼筋、水泥、等要有合格證,配比計量要準確。
d)作業人員崗前培訓制度:作業人員崗前要進行施工安全培訓,堅持班前五分鐘交待制度。
3、安全措施:
a)高處作業人員,必須經過醫務部門檢查身體合格,并經過安全技術教育和考試合格持證上崗。
b)煙囪周圍12米內設立施工危險區,有明顯標志,設置圍欄防止無關人員進入。
第五章 安全保障體系
一、施工安全保證體系
1.公司成立安全生產委員會,以總經理為主任委員,由管施工和安全工作的副總經理、總工程師為副主任委員,有關職能部門負責人為委員;
2.項目經理部成立以項目經理為組長的安全生產領導小組;
3.施工隊長全面負責安全工作;
4.建立以總經理為首的安全施工決策與指揮保證體系;
5.建立以管施工的副總經理和項目經理為首的施工指揮保證體系;
6.建立以黨委書記為核心的政治思想保證體系;
7.各施工隊根據不同施工時期,不同項目的特點,建立專群結合的安全監督保證體系。
8.繼續堅持執行行之有效的安全制度。技術交底的同時要有安全交底,詳細講解施工順序,工藝流程,安全注意事項。關鍵部位的安全操作要頷等等。
公司季度安全大檢查、項目經理部每月檢查、施工隊、班組每日完工會講安全、調度交班會講安全、施工計劃安排有安全措施。這些行之有效的安全檢查制度不能流于形式,在本工程全過程施工中繼續實施。
加強施工機械管理,損壞的機械要及時修理并落實到人。
配備消防設施:滅火器、砂袋、消防水池、消防通道、消防栓等按規定數量、規格、地點購買安置。
9.工程開前,對上崗全體施工人員進行安全施工培訓教育,貫徹安全施工政策和各類安全法規,特點是結合本合同段的環境特點,使每個上崗人員增強安全法制觀念,做到安全施工。
總之,安全工作是以防患為主,防患于未然,不能有絲毫的麻痹大意和僥幸心理
第六章 施工進度計劃
1控制質量,確保工期:20晴天。
2進度保證措施:
3.由成立的項目部全權負責施工中的人、材、機具的統一安排調度。
4.嚴格按施工組織設計要求有組織、有計劃地做好施工中的各項工作。
5.合理安排工序,優化勞動組合.
6.熟悉圖紙,所有的工序一遍成活,避免返工。
7建立保證工期獎罰條例,落實責任制,確保工期目標的實現。
8專人負責管理現場的用電。
3.由成立的項目部全權負責施工中的人、材、機具的統一安排調度。
4.嚴格按施工組織設計要求有組織、有計劃地做好施工中的各項工作。
5.合理安排工序,優化勞動組合.
6.熟悉圖紙,所有的工序一遍成活,避免返工。
7建立保證工期獎罰條例,落實責任制,確保工期目標的實現。
8專人負責管理現場的用電。
相關標簽:
- 上一個:水塔防腐方案技術及方案
- 下一個:煙囪防腐觀感質量標準
新聞資訊
-
2024-05-24 09:56:57磚煙囪內壁脫硫防腐
-
2020-12-28 13:36:52工鋼結構防腐新方法的嘗試
-
2020-12-28 13:35:18煙囪拆除頂口20米——江蘇森悅建設集團有限公司
-
2020-12-28 13:34:34煙囪防腐觀感質量標準
-
2020-12-28 12:11:10煙囪加固,煙囪打包箍施工方案
-
2020-12-28 12:12:16水塔防腐方案技術及方案
相關產品